Title: Industrial Breadowns & IT’s Maintenance by TPM Pillars
Authors: B.VASANTH BHANU & MOUNIKA NARADAGUNTA , 3rd Year BTech, Mechanical Engineering
Institute: RGU-IIIT, BASAR
ABSTRACT:
The main objective of this paper is to compute the industrial breakdown & evaluate the Contributions of maintenance activities towards increasing productivity. Today, most of the industries are following the basic rules in their companies which results not only increase in production but also lead to global communications, people’s priority, plant efficiency, civil structures, and growth in revenue & increase in employment. If the industries are unable to follow these basic techniques accurately, they will be thrown out of the market which makes their companies to be shutdown. So for their existence they need to adopt a unique methodology which keeps their Industry alive……….and makes it ready for the competitive war in the market……..And the so-called methodology is “Total Productive Maintenance”. TPM kicks up the company from behind for its survival……….
In order to avoid such deteriorating results in industry, the guidelines to be followed by the organizations are clearly depicted in this paper. The key word that is used to follow-up the objective is “Total Productive Maintenance (TPM)”. TPM is used as a tool to improve equipment reliability by redesigning the workforce in equipment care.
The Management Research also focuses upon the significant Contributions of TPM implementation success factors like top management leadership and involvement, traditional maintenance practices, striving hard for the booming in Industrial performance.. This paper includes the occurrence of industrial breakages, different types of breakages and its maintenances, its prevention flow charts, TPM improvement, TPM pillars, TPM aims, case study at MAHINDRA & MAHINDRA (Automotive Sector) & Enormous increment in OPE of company.
Keywords: Maintenance, TPM, MTTR, MTBF, PPE, OPE, 5S, SIX BIG LOSSES.
INTRODUCTION:
Industrial Maintenance Mechanics:
Industrial maintenance mechanics are needed in every industry that uses machinery, from assembly plants to power manufacturers. Not only do mechanics repair and maintain equipment, but also they install and dismantle it. Every time a new car rolls off the line or appliance leaves a factory, a skilled mechanic play a role in producing it. Wherever there are machines, there will be a need for ‘Maintenance craft workers’. So, Industrial Maintenance in every Quality Section of a Sector do play a major role for the upliftment of Industry.
Maintenance, Repair, Operations (MRO) fixes any sort of issues when a machinery goes out of its control or broken. It also performs regular actions which keep the device in working condition, particularly known as Scheduled Maintenance. MRO (which comes under Maintenance Management) takes consider of all the levels of management of Industry, starting from Top level management to Low level management.
In detail, apart from Repair, there arises another question….Whether that should be a REPAIR OR REPLACE??? Keeping cost effectiveness in perspective, we generally go with Repair or Replace of the device broken down. For Example, repairing a gearbox is almost always cheaper than replacing one (in terms of both time and money). Here the term maintenance is rather good one than the equipment comes to repair.
Industrial Maintenance Objectives:
- A high availability of production equipment and, Low maintenance costs
INDUSTRIAL MAINTENANCE IMPORTANCE::
In a large-scale Industry, if a whole soul based Device(Machine) gets breakdown if suppose….then the effective productivity gets disrupted and the production stops, which in turn incur huge losses, many workers become jobless thereby creating uneconomical condition. So repairing of the whole soul based device is very much necessary indeed. There comes Maintenance. That’s the prior thing to be looked after, in any Sector irrespective of its size. It’s the Maintenance which ensures smooth running of the Organization. Implementing of a good maintenance policy prevents system failures and leads to high productivity.
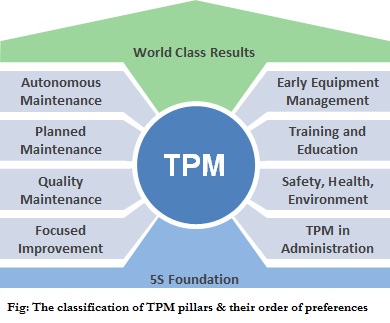
Existence of TPM & TPM Pillars:
The word TPM (Total Productive Maintenance) , a key operational activity of the quality management system which gives a perfect solution for industrial breakages. TPM is a system of maintaining and improving the productivity through the machines, equipments, processes and employees that add business value to the organization. In order for TPM to be effective, the full support of the total workforce is required. Originally, the TPM came from the Japanese organization M/s Nippon Co. Ltd. (supplier of M/s Toyota motor company) in the year 1971. Industries has experienced about this TPM, involving catastrophic changes in their production & process technologies.
If the industries are unable to follow this TPM, they will be threatened away. According to one survey that industries will give preference to maintenance about 30% of total staffing (Abuja 2006). It has been found that 24% employees will be there in maintenance (at Mahindra & Mahindra ltd 2013). Superior manufacturing performance leads to competitiveness (Leach man et al., 2005)
Objectives of Total productive maintenance:
- Increase the productivity of plant & to obtain zero-breakdown maintenance
- Increase the equipment with a moderate investment in maintenance
- Measuring effectiveness of Total Productive maintenance
- Work towards zero losses, providing training to upgrade maintenance skill to operators
- Involve everyone in the industry & utilize cross-functional team work
TPM has 8 pillars, which are highly structured approaches, which uses a number of tools and techniques to achieve highly effective plants and machinery. With competition in industries rising relentlessly, TPM has proved to be the maintenance improvement philosophy preventing the failure of an organization (Eti et al., 2006).
Basically TPM starts with Initial control which is aimed for “To reduce development time & vertical start-up time for new process” which has 5-s rule TPM starts with 5S. It is a systematic process of housekeeping to achieve a serene environment in the work place involving the employees with a commitment to sincerely implement and practice housekeeping. Cleaning and organizing helps the employees to uncover concerns. This implementation has to be carried out in phased manner. Initially observation of circumstances around the world which is called as “AUDIT”. This 5-s point basic approach will give the ratings to the current situation. 5-s should be implemented at regular levels to monitor progress and compute the result of implementation. After 5-s audits could be conducted using company check sheets to ensure that it is observed in true spirits by everyone in the field place. The 5-s technique originated from Japanese.
BASIC 5-S TECHNIQUE:
- Seiri (clear): on eliminating unnecessary items from the workplace.
- Seiton configuration): arrange required things in process chart to easily identify.
- Seisio (clean and check): clean the workplace completely, which is free from dust particles.
- Seiketsu (standardization) maintain high standard of cleaning & workplace organization.
- Shitsuke (sustain/custom and practice) Train and motivate employees to follow-up the rules.
Autonomous Maintenance (JISHIO HOZEN): the function of this pillar is to inculcate “My machine “concept, “I make, I maintain”.(developing operators to be able to take care of small maintenance tasks, thus freeing up the skilled maintenance people to spend time on more value added activity and technical repairs). The basic approach of this pillar is as follows identify types of abnormalities, implementation of counter measures on place of difficulty, processing visual controls and elimination of in accurate tools. Then the result reaches to optimization of cost, logistics cost.( JISHU HOZEN is originally existed from JAPAN)
Focused maintenance (KOBETSO KAIZEN): The basic aim is “Implementation of counter measures on places of difficulty”. The basic approach as follows set system for cost capturing, collect the data in different losses format, start-up prioritize OEE/OLE/OPE, loss cost. Manufacturing conversion, analyze causes to expose abnormalities, set-up the for individual improvement, select the theme plant implement improvement and check results on conversion cost, OPE (overall plant efficiency) & productivity and deploy them horizontally. (KAIZEN means” GOOD CHANGE” in Japan)
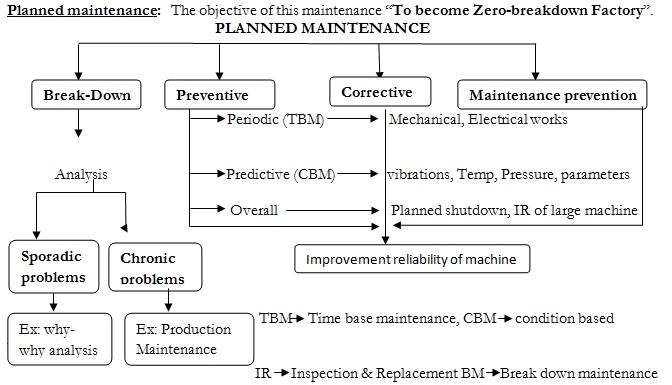
Root causes: Abstract compliance with basic code, compliance with usage condition, reconstruction of deteriorated equipment, improvement of design weakened, improvement to operate and maintenance skill are the key factors in planned maintenance.
Quality Maintenance: The main aim of this pillar is “To become zero-defect factory”. It deals about quality of the product by the 7 quality control tools and make it be zero error product. The basic Quality control tools are check sheet, Pareto diagram, Control chart, Histogram, Fish-bone diagram (cause and effect diagram), scatter diagram and flow charts. The basic usage of above tools results in Vendor PPM, RFI, Global demerit and User plant concerns list.
Education & Training: the objective e of this pillar is “Faster the employee proficiency work, to strengthen the machine concept, with I operate, I maintain concept”. It is aimed to have multi-skilled revitalized employees whose morale is high and who has eager to come to work and perform all required functions effectively and independently. Education is given to operators to upgrade their skill. It is not sufficient know only “Know-How” by they should also learn “Know-Why”. By experience they gain, “Know-How” to overcome a problem what to be done. This they do train them on knowing “Know-why” method..
Training policies will focus on increment of knowledge, skills and techniques that induces the self-training skills upon any concern. Trainings self- protective awareness towards fire accidents, sustainability and employee revitalization should be done in the Training management. The obtainable results after implementation of this TPM pillar are as follows decrement No. of defects, No. of breakdowns due to lack of skills /training and employee training improvements.
Development management: it is aimed to” reduce development time and vertical start-up time for new process”. The innovations such as Re-design the equipment with decrement production cost, transportation cost, availability in the market and increase in comfortable obtain ability. Research & Development section of the industries work out here for modern updates. The obtainable results are customer’s satisfaction, No. of new vehicle launchings per year.
Safety, Health & Environment: it is aimed to “zero accidents, 100& pure healthiness and hazard and pollute free working environment “. It has mainly two types of approaches one is proactive and other is reactive approach. Under, Proactive approach leadership constraint, awareness communication & transformation and improvement projects (KAIZEN, POKA-YOKE). Under Reactive approach incident repeats, injury analysis, improvement project, horizontal development are obtained. The obtainable results are differentiation of major, minor and medium accidents at workplace and industrial noise reduction. Here PPE (personal Protective Equipments) such goggles, helmet, gloves &apron.. etc which are used to protect themselves in workplace to avoid hazardous things to the employees in the industry.
Note: POKA-YOKE is technique which reduces the human error; analyze the things for resolution of concern. Kaizen is Improvement in the goods of the industry with catastrophic changes.
Office TPM: It is aimed to “support production and improve office efficiency by reducing cost cycle, time and effort enhancing office environment”. Office TPM must be followed to improve productivity, efficiency in the administrative functions and identify and eliminate losses. This includes analyzing processes and procedures towards increased office automation.
Office TPM addresses twelve major losses, they are processing loss; cost loss including in areas such as procurement, accounts, marketing, sales leading to high inventories; communication loss; idle loss; set-up loss; accuracy loss; office equipment breakdown; communication channel breakdown, telephone and fax lines; time spent on retrieval of information; non availability of correct on line tock status; customer complaints due to logistics; and expenses on emergency purchases.
The breakdown losses can be classified into major, medium and minor. The Big-6 losses in the industry are as follows breakdown, tool change, set-up adjustment, start-up, process trouble, minor stoppages, speed loss. These losses will occur, if the industry is unable to follow the TPM techniques.
MEAN TIME ANALYSIS IN TPM:-MTBF, MTTR, MTTF and FIT are reliability terms based on methods and procedures for lifecycle Predictions for a product. Customers often must include reliability data when determining what Product to buy for their application. MTBF (Mean Time between Failures), MTTR (Mean Time to Repair), MTTF (Mean Time to Failure) and FIT (Failure in Time) are ways of providing a numeric
Value based on a compilation of data to quantify a failure rate and the resulting time of expected Performance. The numeric value can be expressed using any measure of time, but hours is the most common unit in practice.
TPM IMPLEMENT FLOW CHART:
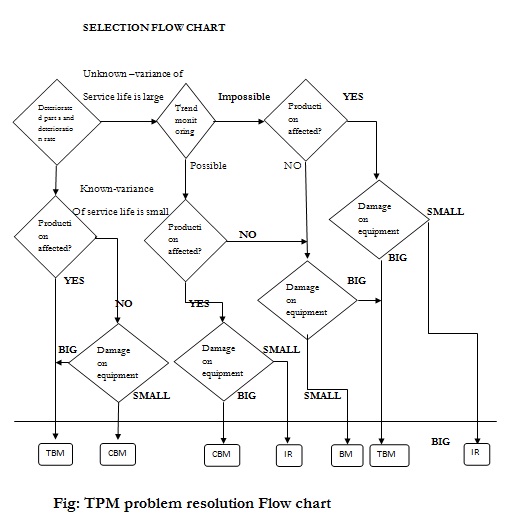
Master plan: Autonomous maintenance: Planned maintenance: Maintenance reduction: Holding the gains. There are 4 parameters in implementation of TPM. Service life, Trend monitoring, production affection & Damage equipment.
First find out the deteriorated parts and deteriorated rate, then check for its service life known are unknown and whether it is big or small. If the service life is known go for check if production affected or not. If yes, follow the TBM (Time based maintenance) means time-time analysis. if no, check for damage equipment if it is big follow again TBM analysis. If small, follow the CBM (Condition based maintenance) means situation analysis. In this TPM is implemented I industries. The flow chart will give a clear explanation about TPM implementation.
CALCULATION FORMULAE OF KEY WORDS:
1. Availability rating=(Net loss ÷ Total good hours) ×100
2. Quality rating=(Total steam produced-Defected steam) ÷ Total steam produced
Defected steam=Total breakdown× Steam produced
3. Performance rating=[Net loss-(Management loss + Start up loss]÷Net loss
4. OPE (Overall Plant Efficiency)= (Availability rate) × (Performance rate) × (Quality rate) * 100
5. MTBF (Mean Time Between Failures)=( Available hours – breakdown hours)/number of breakdowns
6. MTTF (Mean Time To Failure)= Total breakdown hours/number of breakdowns
7. MTTR (Mean Time To Repair)= Total Repair hours/No. of failures
CASE STUDY AT MAHINDRA & MAHINDRA LTD.(Automotive Sector): The observation & analysis is done in Automotive Sector unit of Mahindra & Mahindra Ltd. A.P., India and the data that shown below is collected for justification of research activities only. Finally to compute the Effectiveness & implementation of TPM OPE values from the period (2009 to 2013) was given below. Analysis is done before and after implementation of TPM in industry. In the process it is very necessary to increase the production performance, quality rating, Availability & effectiveness it, uses equipment materials people and methodology. Major contents that included here prescribed below.

CONCLUSION:
With the above results it can be clearly seen that with TPM implementation the company production increased 90%,MTBF as 284% Decrement in Breakdown losses about 67%, 5-s strategy about 100% , Decrement in MTTR is about 58.2% , availability & performance& quality about to 93% in the industry.
Overall Plant Efficiency increased to about 83.75% which indicates world class performance these parameters made the M&M Ltd. To be one of the leading companies in automotive sector not only in India but also, throughout the world. In this way the industries can develop their production, efficiency by Following TPM and make proud their company to be among the global brand & avoid their breakdowns.
Acknowledgements: We would like to take this opportunity to express our sense of gratitude and great regards towards “S. BHANU PREKASH, Assistant. MANAGER (SQA DEPARTMENT) IN MAHINDRA & MAHINDRA LTD.” For his exemplary support in providing the TPM results form Mahindra.
REFERENCES:-
- Hand book of Industrial and System Engineering by _ Adedeji B. badiru
- A case study at Mahindra & Mahindra Ltd. & It’s TPM implementation results
- Ahuja, I.P.S., Khamba, J.S. & Choudhary, R. (2006). Improved organizational behavior through strategic total productive maintenance implementation. Paper No. IMECE2006-15783, ASME International Mechanical Engineering Congress and Exposition
- A risk-sensitive approach to total productive maintenance_ Abhijit Gosavi
- Lifetimereliability.com/training/course/Zero breakdown maintenance